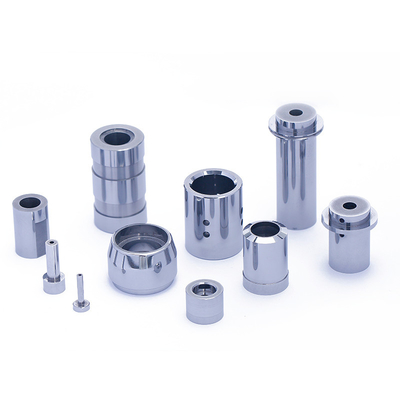
What is carbide boring tool? How to choose a suitable carbide boring tools
Drow Carbide Precision Ltd. Releases Industry Guide: Demystifying Carbide Boring Tool Selection
February 20, 2025** - As manufacturing intelligence accelerates, Drow Carbide Precision Ltd. today officially released the "High-Precision Cutting Tool Selection Whitepaper," providing in-depth analysis of carbide boring tools' technical characteristics and selection strategies for machining enterprises.
### Technical Analysis of Carbide Boring Tools
Carbide boring tools, manufactured using tungsten carbide-based materials, demonstrate outstanding advantages:
- **Exceptional Wear Resistance**: Hardness up to HRA92-94, 5-8× longer service life than HSS tools
- **High Thermal Stability**: Withstands 800-1000°C for high-speed cutting
- **Precision Machining**: Achieves IT6-IT7 tolerance grades with surface roughness Ra0.4-0.8μm
### Five-Dimensional Selection Methodology
Drow Carbide's CTO recommends considering five critical dimensions:
1. **Material Compatibility**
CVD-coated tools for cast iron, PVD nano-coated for stainless steel
2. **Operation-specific Tool Selection**
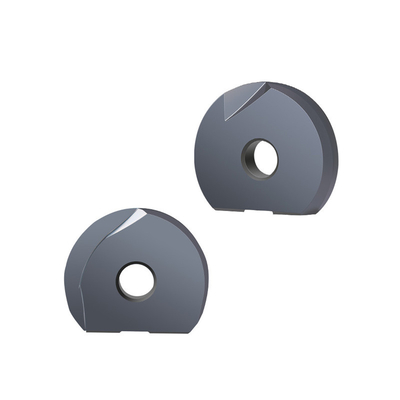
- **Face Grooving**:
▸ Suitable for engine block oil grooves (width 2-8mm)
▸ Recommend TPGX insert with 85° approach angle
▸ Cutting speed [v_c = 120-180m/min] for aluminum alloys
- **Profiling Boring**:
▸ Complex contour machining in aerospace components
▸ Use variable geometry boring heads with ±0.01mm repeatability
▸ Chip breaker geometry: [λ = 15°-20°] for steel machining
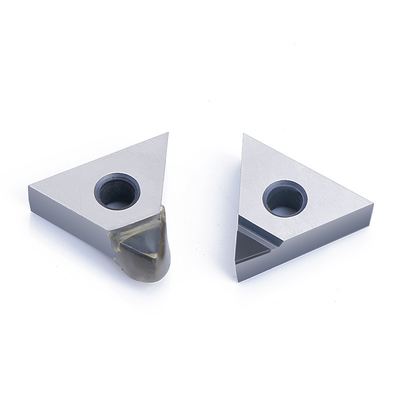
- **Internal Threading**:
▸ Metric/UN thread machining in hydraulic manifolds
▸ 60° V-type inserts with TiAlN coating
▸ Feed rate [f = pitch times 0.7] for ISO metric threads
- **Reverse Boring**:
▸ Back-side machining of turbine casings
▸ Reverse-angle cutters with 45° lead angle
▸ Rigidity requirement: [k geq 200N/μm] at overhang 5xD
- **Internal Boring**:
▸ General precision hole finishing
▸ Modular boring systems with 0.001mm adjustment resolution
▸ Depth-diameter ratio [L/D leq 4] without auxiliary support
3. **Geometric Parameters**
Rake angle γ selection based on material hardness:
[
γ =
begin{cases}
8°-10° & text{Cast Iron}
12°-15° & text{Aluminum Alloy}
end{cases}
]
4. **Toolholder Systems**
HSK for high-speed applications (≤18,000rpm) vs CAPTO for heavy cutting
5. **Supplier Capabilities**
Evaluate tool presetting services, on-site support, and custom solution responsiveness
**About Drow Carbide Precision Ltd.**
As a national high-tech enterprise, we hold 12 carbide tool patents and operate German-made 5-axis tool grinding clusters, offering 72-hour rapid customization. Download the full whitepaper at www.drowcn.cn.
*Media Contact:
Sales manager Mr Chen | WhatsApp/Wechat: +8618975739143 | Zalo/Telegram: +8615622340665
Email: csc@drowcn.cn*


 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!